

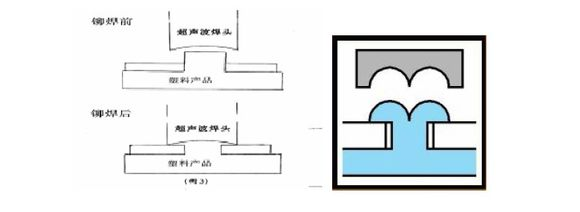
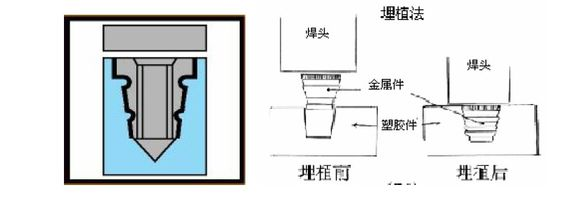
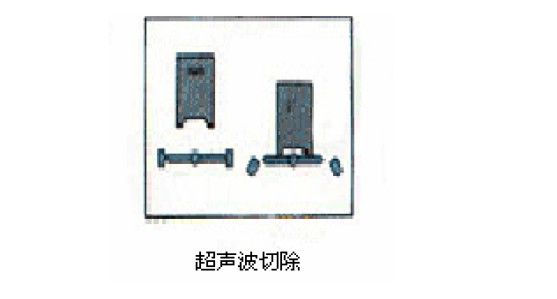
此方式用于两件不同材料的塑料件,一方为一塑料铆钉贯穿另一件材料,焊头焊接面设计成铆钉包覆状。高频震动生热令塑料钉熔解成型包覆在另一件材料上。将超声波超高频率振动的焊头、压着塑料品突出的梢头,使其瞬间发热融成为铆钉形状,使不同材质的材料机械铆合在一起。

服务专线:135 8769 6390
温州超声波塑料焊接过程中使能量能够集中,缩短焊接时间,提高焊接质量,焊接面的设计也是一项重要内容。
焊接面的设计:
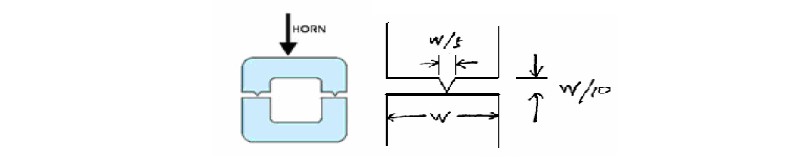
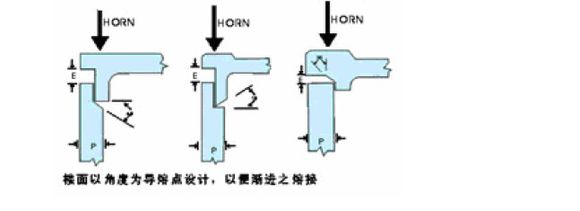
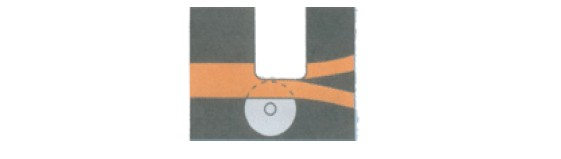
1、 导能三角形焊面 图 在两块塑料接面的一边,沿着焊面、加一条小三角形凸缘。这凸缘将超声波振动聚集在三角的尖端,由此减小焊件的接触面积,而形成集中的超声波能量。溶解的塑料均匀地流满焊面,产生坚固的接合力,而且能大量减少焊接时间。
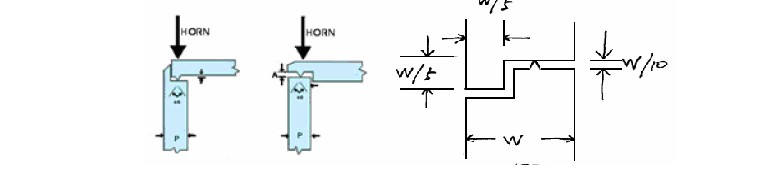
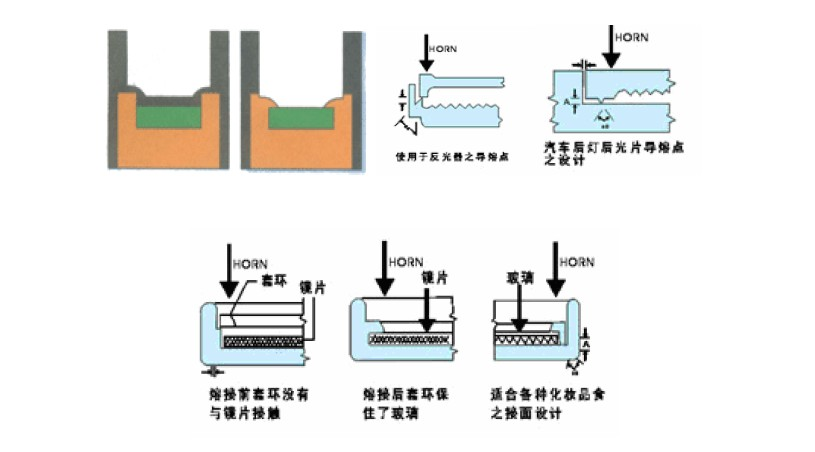
2、手能台阶式焊面 图 台阶面加三角形凸缘使焊接力更为坚固,凸缘处塑料溶化后流入预留的空隙,能产生较大的切力及拉力强度。
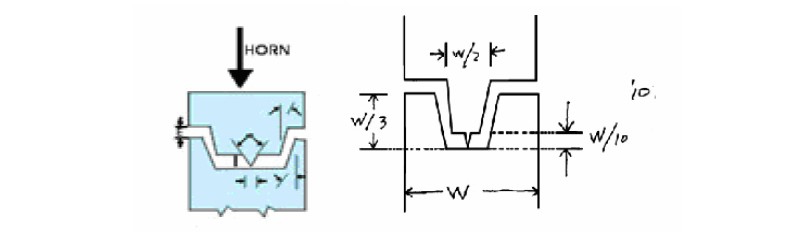
3、峰谷式焊面 图 加强焊接面的三角形凸缘焊面。峰谷两边应有间隙,以容许塑料件轻易合拼,同时又能让熔融的材料有流劝的空间。
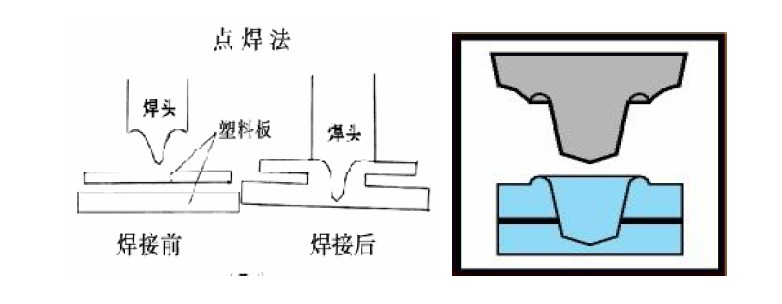
4、剪切式焊面 图 这种焊面设计据有高度密封效果,由其对矩形与圆形零件按此方法设计。这种焊接设计方法,由于有大量材料流动,焊接深度等于壁厚的1.25 倍时,强度最好。
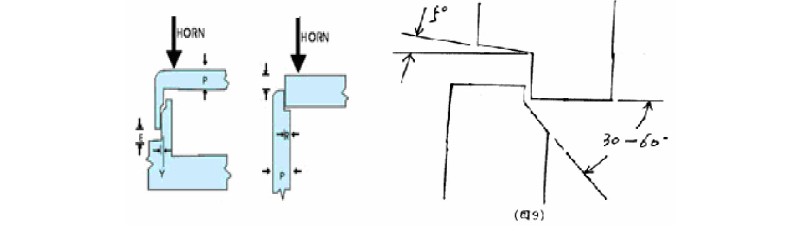
5.高度密封熔点设计:
NEW STYLE咨询电话
13566125816
NEW STYLE在线留言
ADDRESS公司地址
温州滨海园区港盛路14号四楼


